


Nach einer intensiven Forschungs- und Entwicklungsphase präsentiert Hatebur den servohydraulischen Anschlag – eine Technologie, die Produzenten in der Metallumformung noch effizienter macht.
«Durch den servohydraulischen Anschlag wird der gescherte Abschnitt und dadurch die Qualität der Schmiedeteile entscheidend verbessert. Das erleichtert und beschleunigt die Qualitätskontrolle, macht in gewissen Fällen eine Nachbearbeitung obsolet und hilft dadurch die Produktivität der Hersteller zu steigern», erklärt Thomas Christoffel, CEO von Hatebur. Das Schweizer Unternehmen, ein weltweit führender Anbieter von erstklassigen Umformmaschinen, wird die neue Technologie auf mehreren Maschinentypen anbieten.
Die Innovation betrifft den ersten Schritt der Metallumformung: Bevor die Teile in verschiedenen Umformstufen geformt werden, müssen die glühenden Stahlstangen massgenau abgeschert werden. Bislang liess es sich nicht vermeiden, dass der Abschnitt beim Schervorgang leicht abkippt und schräg steht. «Dazu kam, dass das Scheren gegen Ende des Vorgangs zu einem Reissen wurde und ein so genannter Scherausbruch entstand», berichtet Christoffel.
Ebenso entstanden zum Teil Schuppungen am Abschnitt, die am fertigen Schmiedeteil mittels Sandstrahlen wieder entfernt werden mussten. Wenn diese Schuppen während des Prozesses aber übereinander verpresst wurden, war eine spanende Nachbearbeitung dieser Partie vonnöten.
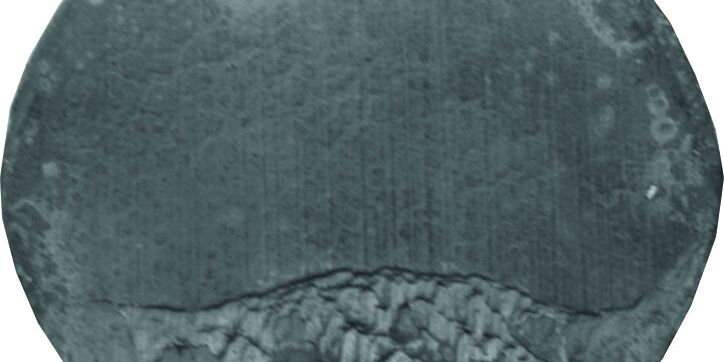
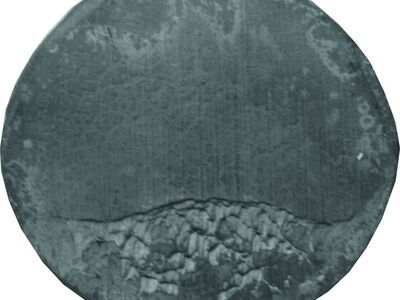
Bilder zweier Scherlinge, einmal mit Ausbruch, produziert mit mechanischem Anschlag (Schieber nach links) und einmal ohne Ausbruch, produziert mit servohydraulischem Anschlag. (Bilder: Hatebur)


Schuppenbildung drastisch minimiert
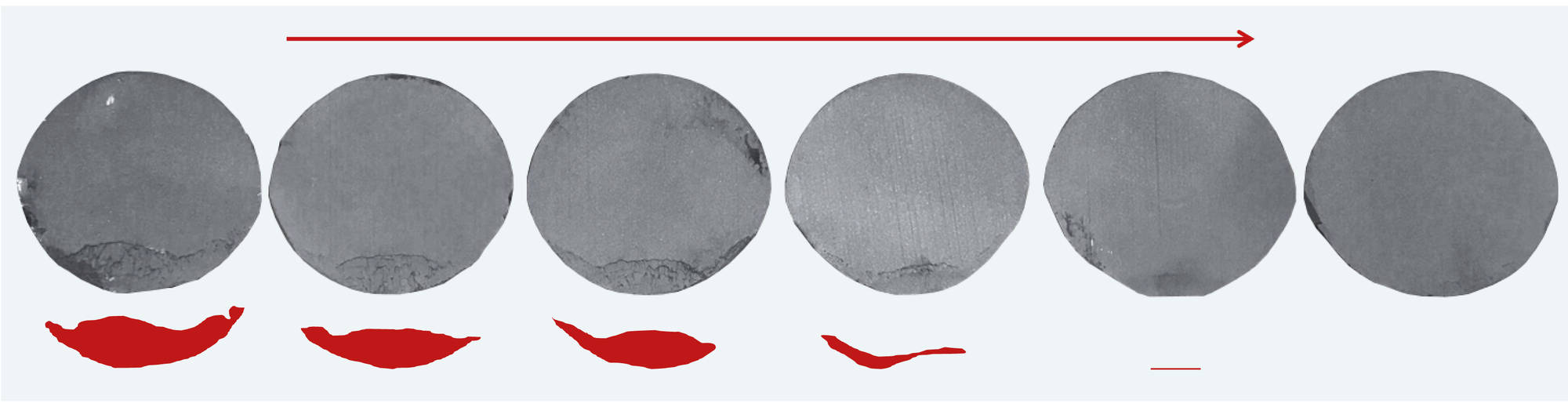
Durch den innovativen servohydraulischen Anschlag hat sich das Abkippen beziehungsweise die Schrägstellung erheblich verringert, die Flächen sind nahezu parallel. «Schuppen bilden sich nur noch selten und Falten praktisch überhaupt nicht mehr», erklärt Dr.-Ing. Mihai Vulcan, Mitarbeiter Strategische Projekte bei Hatebur. Seit 2017 hat Hatebur die Technologie in einer Entwicklungspartnerschaft mit einem führenden europäischen Automobilzulieferer auf einer Hatebur HOTmatic HM75 XL auf Herz und Nieren getestet.
Das Ergebnis war herausragend: Während es früher auf bis zu 20 Prozent der Scherfläche Schuppenbildung gab, konnte sie auf rund ein Prozent minimiert werden. Durch die neue Anschlagtechnologie wurde darüber hinaus der Ausbruch auf ein Minimum reduziert oder gänzlich eliminiert. Die erheblich gesteigerte Qualität der Teile erleichtert und beschleunigt die Sichtkontrolle nach dem Sandstrahlen. Thomas Christoffel: «Wenn die Qualitätskontrolle nur um eine halbe Sekunde je Teil beschleunigt wird, verschaffen wir unseren Kunden mit dieser Technologie einen echten Nutzen.»
Steuerung schaltet auf eine Kraftregelung mit Lageüberwachung um
Der Abschervorgang ist so rasend schnell – je nach Stangendurchmesser und Maschinendrehzahl zwischen 60 und 100 Millisekunden – dass nur ein servohydraulischer Antrieb die dafür geforderte Dynamik und Leistungsdichte auf kleinstem Raum mitbringt. Das abteilungsübergreifende Hatebur-Projektteam rund um Mihai Vulcan setzte dabei auf abwechselnde Lage- und Kraftregelung: Sollte am Ende der Einzugsbewegung der Anschlag auch nur um wenige Hundertstelmillimeter von der Sollposition abweichen, so wird die Lage des Anschlags unmittelbar über das Servoventil kompensiert.
«Durch diese Lageregelung wird die effektive Distanz zwischen Messer und Anschlag während des ganzen Schervorganges konstant gehalten», betont Mihai Vulcan. Nach Scherbeginn schaltet die Steuerung auf eine Kraftregelung mit Lageüberwachung um. Die integrierte Messtechnik nimmt während des ganzen Schervorgangs die Prozessdaten auf. Der Regler gleicht die erkannten Abweichungen innert kürzester Zeit aus und gewährleistet so, dass eine optimale Abschnittqualität erreicht werden kann.

Impressum
Textquelle: Hatebur
Bildquelle: Hatebur
Publiziert von Technik und Wissen (ea)
Informationen



Veröffentlicht am: