

Vom Vorteil einer
durchgängigen Werkzeugverwaltung

Vom Vorteil einer
durchgängigen Werkzeugverwaltung
Der Aerospace-Zulieferer Heggemann setzt in der Werkzeugverwaltung durchgehend auf einen Hersteller. Die Vorteile: einfachere, benutzerfreundliche Bedienung, automatisierte Datenübertragung, längere Standzeiten von Werkzeug und Aufnahme bis hin zu Verbesserungen in Präzision und Bauteilqualität.
Die Firma Heggemann AG im Nordrhein-Westfälischen Büren ist ein prädestinierter Partner der Aerospace- und Automotive-Industrie. Denn sie hat sich auf die Entwicklung- und Fertigung anspruchsvoller metallischer Leichtbauelemente und Baugruppen konzentriert – und das ist in beiden Branchen äusserst gesucht. Ulrich Ahlers, Leiter Zerspanung: «Wir zerspanen Materialien von Titan, Inconel, Edelstahl, Stahl bis zu hochfestem Aluminium. Zumeist sind es Einzelteile und Kleinserien, die einen hohen Anspruch bezüglich Präzision und Qualität haben. Dementsprechend kommt nicht nur dem Maschinenpark, sondern auch den Werkzeugen und dem Toolmanagement eine grosse Bedeutung zu.»
Der Wunsch nach grosser Durchgängigkeit
Diesen Bereich nahmen sich Ahlers und der für die Werkzeugverwaltung zuständige Jürgen Ballbach in den letzten Jahren vor, um ihn zu optimieren: «Unser Wunsch war, eine möglichst grosse Durchgängigkeit zu erreichen, was die eingesetzten Schrumpf-, Wucht- und Voreinstellgeräte anbelangt.»
Schon seit sechs beziehungsweise vier Jahren nutzt Jürgen Ballbach zwei Haimer Schrumpfgeräte Power Clamp Comfort NG, um die benötigten Fräswerkzeuge zu schrumpfen. «Wie der Name sagt, ist das mit diesen Geräten durch die intelligente NG-Spule und die integrierte Kontaktkühlung eine sehr komfortable Angelegenheit», weiss Ballbach aus täglicher Erfahrung.
Auswuchtsystem wird für Werkzeuge und Schwungscheiben genutzt
Vor zwei Jahren investierte Heggemann dann in ein Haimer Tool Dynamic Comfort Auswuchtsystem. Ulrich Ahlers beschreibt die Gründe: «Wir fräsen hier mit bis zu 18.000 Umdrehungen und nutzen weit auskragende Werkzeuge. Weisen diese eine Unwucht auf, belastet das die Spindel und verkürzt spürbar deren Standzeit.» Das sind nicht unerhebliche Kosten, die sich durch den Wuchtvorgang auf der Tool Dynamic vermeiden lassen. Ausserdem erzielen feingewuchtete Werkzeuge durch reduzierte Schwingungen eine höhere Präzision und Oberflächengüte am Bauteil.»

Verbotene Bereiche zum Auswuchten definieren
Um das modular aufgebaute Haimer Auswuchtsystem in doppelter Hinsicht zu nutzen, hatten die Heggemann-Mitarbeiter eine Idee. Sie wollten nicht nur Werkzeuge, sondern auch spezielle Produkte auswuchten. Es handelt sich um Elemente für Schwungscheiben, für die der Auftraggeber das Wuchten inklusive Dokumentation vorschreibt. Nach Rücksprache mit Haimer: kein Problem! Lediglich sollte das grosse Standard-Softwarepaket installiert sein, um verbotene Bereiche zum Auswuchten definieren zu können.
Auch das Softwaretool «Alternative Ausgleichspositionen» ist hier erforderlich. Passende Aufnahmen für die Schwungscheibenelemente konnten sich die Zerspanungsspezialisten selbst herstellen. Ahlers resümiert: «Wir sparen uns die bisher erforderliche externe Dienstleistung ein und damit Zeit und Geld.»

Einstellgerät in vollautomatisierter Ausführung
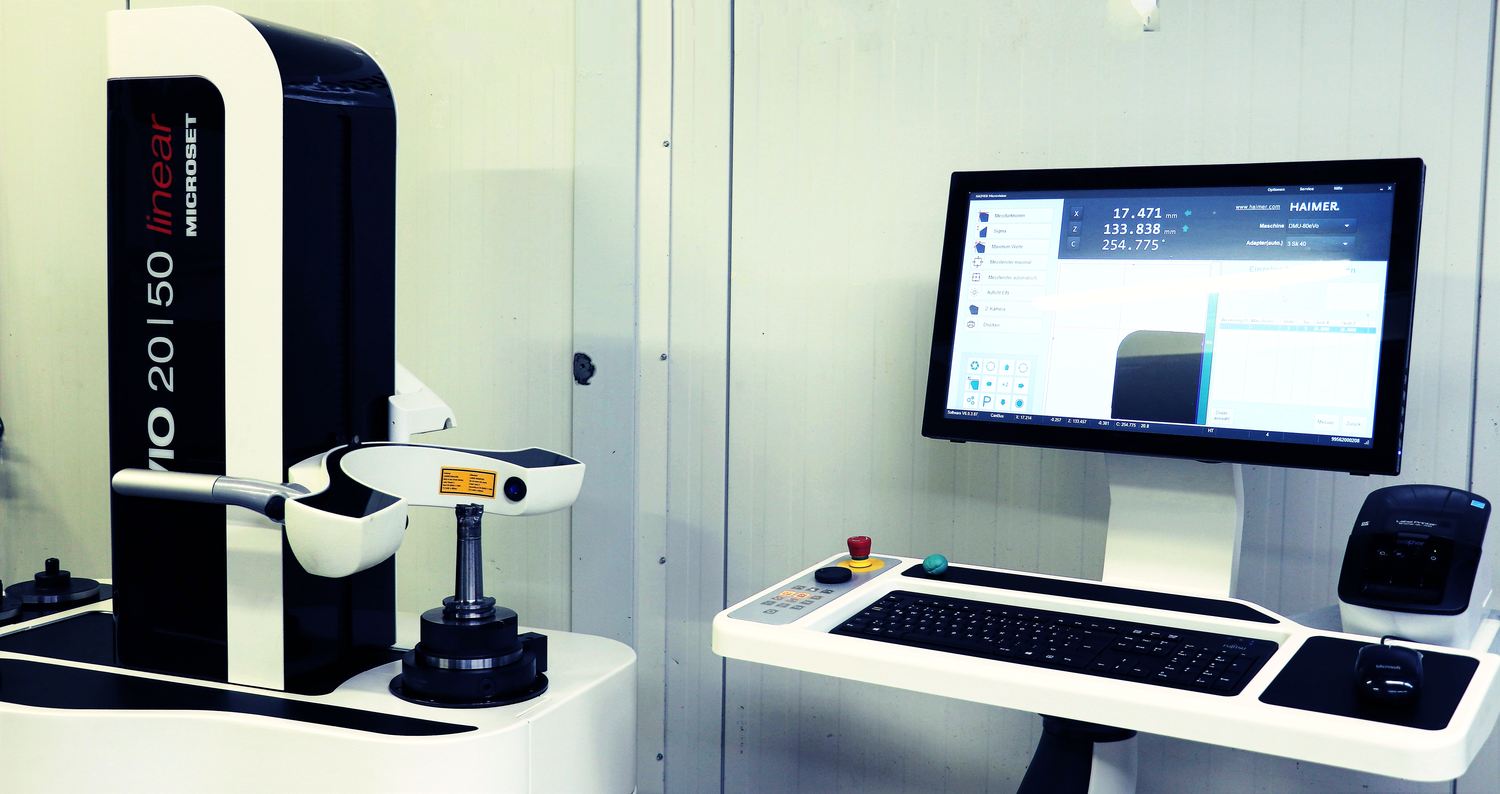
Einen grossen Schritt Richtung Durchgängigkeit in der Werkzeugverwaltung ging Heggemann schliesslich 2018. Als ein in die Jahre gekommenes Werkzeugvoreinstellgerät ersetzt werden sollte, testeten die Verantwortlichen unter anderem das von Haimer angebotene Microset VIO linear – ein Einstellgerät in vollautomatisierter Ausführung. «Durch unsere geringen Losgrössen müssen wir tagtäglich Werkzeuge vermessen, so dass wir den Aufwand möglichst geringhalten wollten», argumentiert Zerspanungsleiter Ahlers. «Das Haimer Microset VIO hat uns mit all seinen Fähigkeiten voll überzeugt. Zumal wir jetzt eine Herstellerdurchgängigkeit zum Schrumpfen und Wuchten erreichen, die uns weitere Vorteile generiert.» Unter anderem nennt er den abgeschlossenen Premium-Wartungsvertrag, der alle Haimer-Geräte umfasst und dadurch Aufwand und Kosten minimiert.
Funktionierende Prozesskette vom CAM bis zur Maschine
Doch zunächst zu den Anforderungen, die Heggemann an die Werkzeugvoreinstellung hatte. Neben der Vollautomatik, die für eine einfache Bedienung und prozesssichere Messung sorgt, war den Zerspanern die Anbindung an das im Unternehmen verwendete CAM-System Hypermill wichtig. Es sollte sich eine funktionierende Prozesskette vom CAM bis zur Maschine realisieren lassen, die folgendermassen aussieht: Die Programmierer erstellen aus der zur Verfügung stehenden Werkzeugbibliothek für jeden Auftrag eine Werkzeugliste, die dann als Messauftrag zur Werkzeugvoreinstellung auf das Microset VIO linear geschickt wird. Der Bediener setzt das jeweilige Werkzeug ein, wählt über den Touch-Bildschirm die Verknüpfung zu den 3D-CAD-Werkzeugdaten und startet den automatischen Messvorgang.
Mit maschinenidentischer Einzugskraft
Das Haimer Microset VIO linear erhält alle erforderlichen Informationen bezüglich X- und Z-Mass sowie Anfahrposition durch die Anbindung ans CAM-System Hypermill. Die erfassten Ist-Werte liefert das Voreinstellgerät dann im kompletten Werkzeugsatz via Postprozessor und Netzwerk an die vorgesehene Werkzeugmaschine.
Jürgen Ballbach schätzt sein neues Voreinstellgerät auch aufgrund vieler weiterer Stärken wie zum Beispiel der maschinenidentischen Einzugskraft. Überhaupt ist er von der Qualität der Haimer-Geräte begeistert – was auch für die Haimer Werkzeugaufnahmen gilt, die er inzwischen bevorzugt einsetzt. «Früher nutzten wir verschiedene Fabrikate, die zwar zumeist in der Anschaffung etwas günstiger sind, aber nicht die gleiche Präzision aufweisen und keine vergleichbare Standzeit erreichen. Wir haben die Erfahrung gemacht, dass, wenn die Qualität stimmt – und bei Haimer passt sie hundertprozentig – sich die Mehrinvestition langfristig rechnet.»
Zusammenarbeit mit Haimer nimmt Fahrt auf
Das partnerschaftliche Verhältnis zwischen Heggemann und Haimer entwickelt sich immer weiter. Ein Beispiel: Als Jürgen Ballbach mit Thorsten Böker, dem zuständigen technischen Verkaufsrepräsentanten von Haimer, über die Schwierigkeit einer speziellen Bearbeitung sprach, hatte dieser einen Lösungsvorschlag. Es betraf ein gabelförmiges Bauteil, in das zwei etwa 100 mm voneinander entfernte Langlochnuten als Passungen eingebracht werden müssen. Bisher übernahm diese Aufgabe ein überlanger HM-Schaftfräser, der von Hand freigeschliffen werden musste, um durch die erste Lasche zu kommen. Inzwischen erledigt Heggemann diese Bearbeitung mit Haimer Duo-Lock, einem modularen Werkzeugsystem mit Hartmetall-Wechselkopffräsern und Verlängerungen in verschiedenen Geometrien und Längen.
Umstieg hat sich in kürzester Zeit gelohnt
«Der Umstieg auf dieses Werkzeug hat sich in kürzester Zeit gelohnt», hebt Ulrich Ahlers hervor. Problemlöser war letzten Endes die Verlängerung, die Haimer bereits freigedreht geliefert hat. Sie erspart das händische Schleifen jedes einzelnen Werkzeugs. Gewechselt werden muss lediglich der HM-Werkzeugkopf, was deutlich kostengünstiger ist. «Ausserdem ist der Schraubkopf schnell am Arbeitsplatz gewechselt», erwähnt Werkzeugfachmann Ballbach.
«Da die Duo-Lock-Werkzeuge dank ihrer speziellen Schnittstelle mit einer Wiederholgenauigkeit von 0,01 mm längenvoreinstellbar sind, müssen wir sie nach dem Wechsel nicht mal ausmessen.» Zudem sorgt der Rundlauf des Gesamtsystems von unter 5 µm für beste Bearbeitungsergebnisse und laut Ballbach für Standzeiten, die dreifach so lang sind, wie die der Vorgängerwerkzeuge.
Derzeit sind bei Heggemann weitere Haimer-Lösungen in einer Test- und Diskussionsphase. So überlegen die Aerospace-Zulieferer intensiv, zukünftig für die Schwerzerspanung von anspruchsvollen Werkstoffen das Haimer Safe-Lock-System zu nutzen. Dessen konstruktives Design kombiniert die reibschlüssigen Klemmkräfte des jeweiligen Spannverfahrens mit einem Formschluss und vermeidet dadurch zuverlässig das beim Schruppen oder Leistungsfräsen drohende Herausziehen des Werkzeugs.

Impressum
Textquelle: Haimer
Bildquelle: Haimer
Publiziert von Technik und Wissen (eal)



Veröffentlicht am: