

Der Hersteller von Präzisionswerkzeugen Simtek wagt sich mit dem Laser ans Hartmetall. Gelaserte Spanformgeometrien sind eine kleine Revolution für die Herstellung von Werkzeugen für die Zerspanung. Was bislang unmöglich erschien, hat sich inzwischen in zahlreichen Projekten bewährt. Interview mit Norbert Seifermann, Vorstand der Simtek AG in Mössingen (DE).
Redaktionelle Bearbeitung: Technik und Wissen

Herr Seifermann, seit wann spielt die Spanabfuhr in der Metallzerspanung eine so wichtige Rolle?
Seitdem überhaupt Metall maschinell zerspant wird, liegt der Fokus auf einer optimalen Spanabfuhr. In unserer Lehrwerkstatt ist das sicher noch nicht so relevant, wo unsere Azubis mit Feile und Windeisen zunächst einmal das Gefühl für den Span bekommen sollen. Da kehren oder blasen sie ihre paar Späne dann mit dem Besen bzw. mit Pressluft weg. Sobald es dann an die CNC-Maschine geht, ändert sich das. In der maschinellen Zerspanung erzielt derjenige bessere Fertigungsergebnisse, der den Span am besten bricht und unter Kontrolle bringt. Das zahlt sich am Ende für den Anwender in vielfältiger Weise aus durch erhöhte Prozesssicherheit, höhere Taktraten, eine längere Werkzeugstandzeit und letztlich durch Kostensenkung.
Warum sind kurze Späne so wichtig für die Metallbearbeitung?
Die Anwender unserer Präzisionswerkzeuge mögen kurze Späne, die sie kontrolliert aus dem Zerspanungsprozess herausbringen können. Auch ist eine automatisierte Bearbeitung beispielsweise mit Wirrspänen kaum realisierbar - die Prozesssicherheit können wir dann kaum noch gewährleisten. Der Schlüssel zu hoher Prozesssicherheit und langen Werkzeugstandzeiten ist dementsprechend eine optimale Spankontrolle.

«Für kleine Durchmesser ist Schleifen oft nicht mehr praktikabel»
Wo kommt man Ihrer Erfahrung nach mit dem Schleifen der Spanformgeometrien nicht weiter?
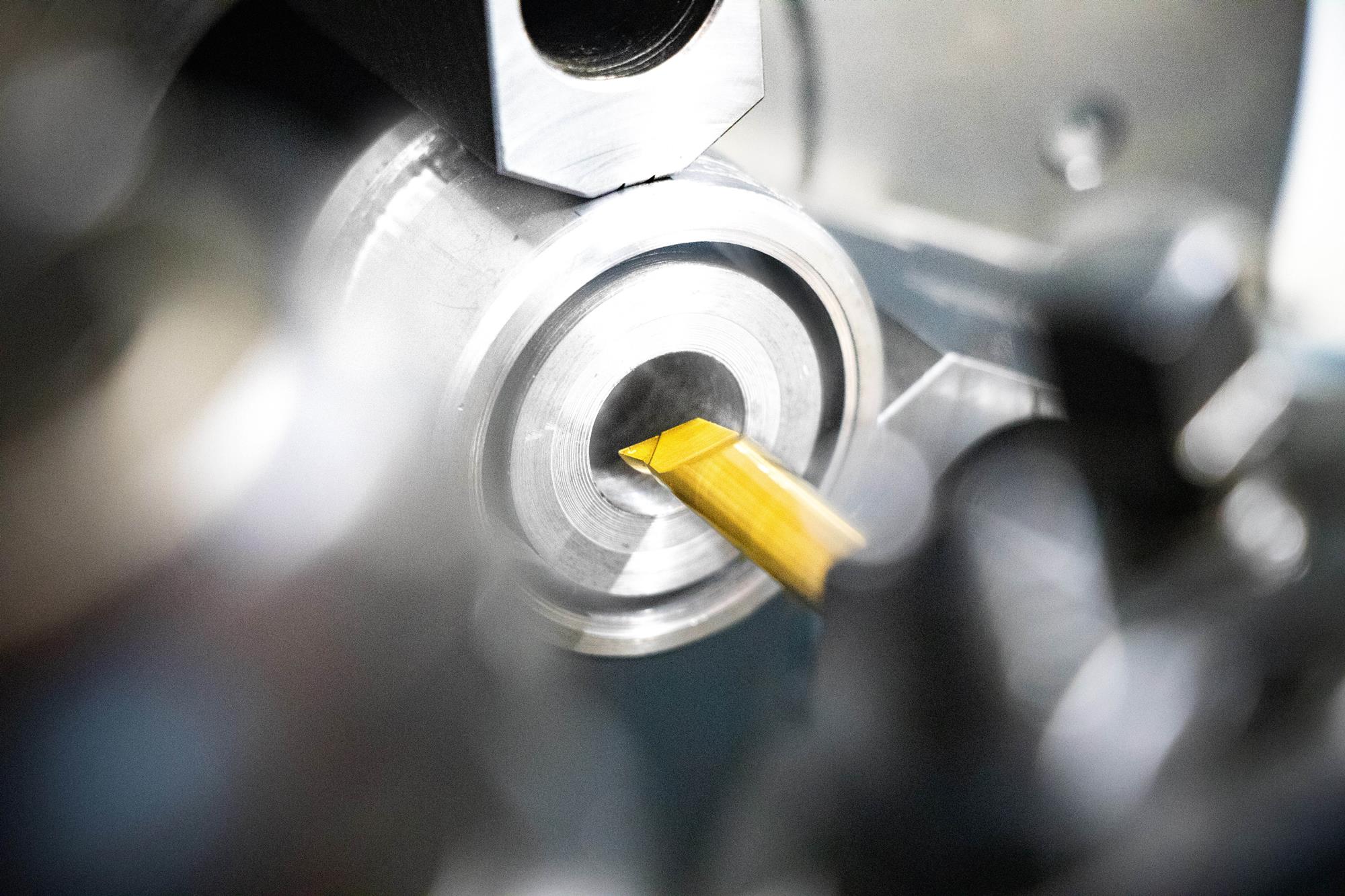
Bei Formwerkzeugen oder Ausdrehwerkzeugen für kleine Durchmesser ist Schleifen oft nicht mehr praktikabel. Da stossen wir erfahrungsgemäss bei bestimmten Geometriedetails an Grenzen. Zum Beispiel führen Facettenschliffe oder Freischliffe bei den kleinen Werkzeugdurchmessern nicht immer zu dem gewünschten Ergebnis. Wir sind mit unseren Werkzeugen hauptsächlich in der Kleinteilebearbeitung unterwegs, unsere kleinsten Werkzeuge sind für Durchmesser von 0,3mm geeignet. Hier sind bereits Grenzen beim Schleifen gesetzt vor allem dann, wenn die Spangeometrie komplexer ist.
Können Sie ein Beispiel dafür nennen?
Ja, sicher. Wenn wir etwa bei einer Nutenbearbeitung beim Einstechen in X-Achsenrichtung einen kurzen Span wollen, beim Längsdrehen entlang der Z-Achse aber einen gelockten Span wollen, der kontrolliert aus dem Bearbeitungsprozess gelenkt wird, stösst man mit dem Schleifen an Grenzen. Diese Spangeometrie hat man geschliffen nicht auf ein Werkzeug bringen können und es mussten zwei Werkzeuge dafür zum Einsatz kommen.
Artikel lesen: Schleifen auf höchstem Niveau - ein Interview mit Agathon-CTO Stephan Scholze
Laser für flexible Kombinationswerkzeuge mit individuellen Spangeometrien
Weshalb dann nicht Sintern als bewährte Technologie?
Sintern hat sich vor allem am Massenmarkt bewährt. Das Herstellen von Presswerkzeugen für das Sintern lohnt sich nur im Massenmarkt der Wendeschneidplatten zum Beispiel und bei grösseren Werkzeugstückzahlen. In unserem Werkzeugsegment mit einer sehr hohen Varianz kommt Sintern nur bedingt in Betracht. Schliesslich können wir nicht für jedes Werkzeug ein Presswerkzeug fertigen, das wäre viel zu kostspielig und unwirtschaftlich.
Und wie wollten Sie dieses Problem dann lösen?
Uns schwebte bereits seit geraumer Zeit die Idee im Kopf, das Lasern dafür nutzbar zu machen. Uns war bewusst, dass es bei Hartmetall nicht einfach wird, denn andere Hersteller haben sich schon daran versucht und teilweise für grössere Werkzeuge auch umgesetzt. Doch diese Idee von flexiblen Kombinationswerkzeugen mit individuellen Spangeometrien war verlockend und liess mich nie los.

Mit Lasern optimale Spanwinkel auf die Schneiden bringen
Wie konnten Sie diese Herausforderung schliesslich meistern?
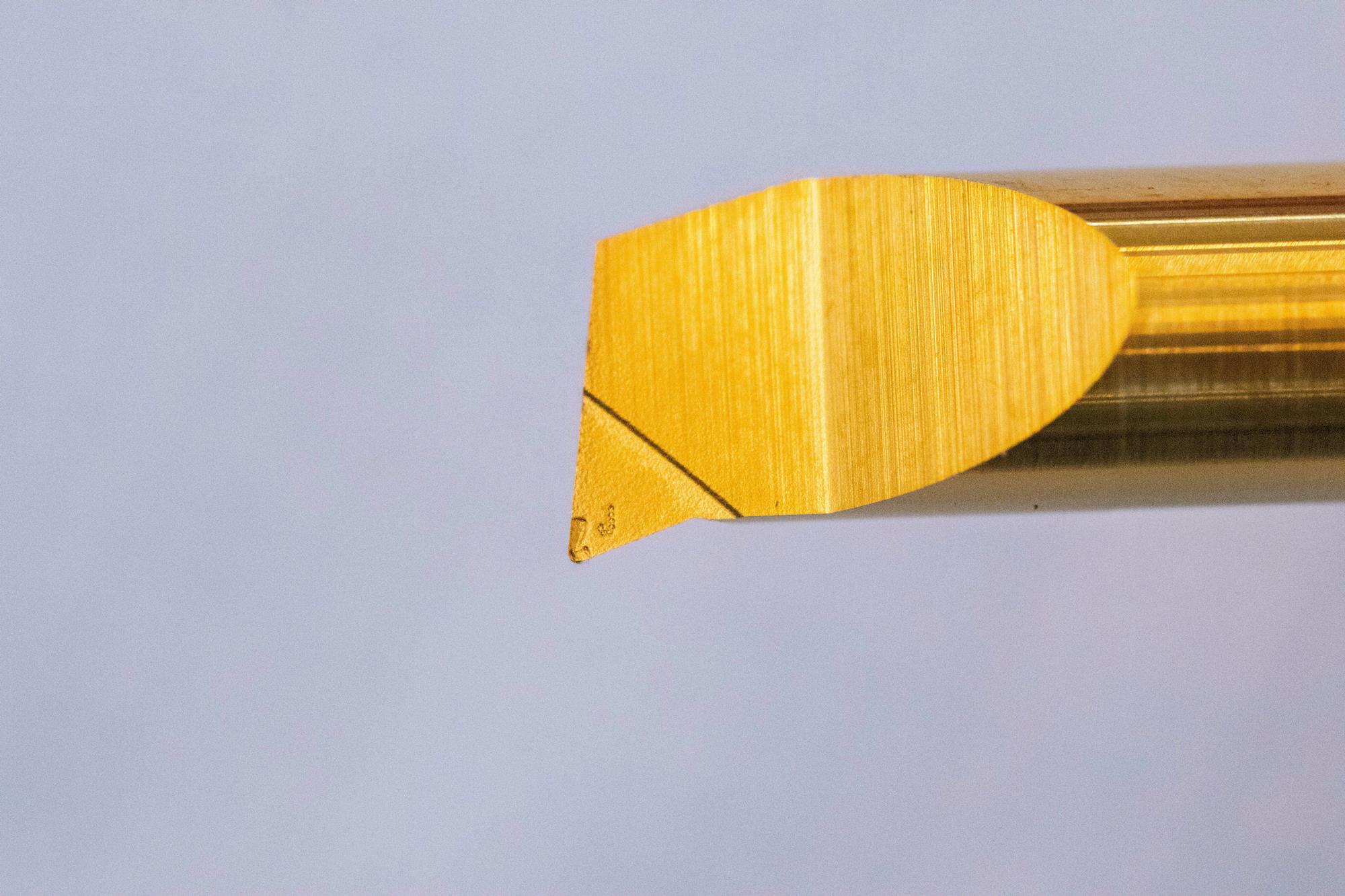
Nach mehreren Jahren Tests und vielen Fehlversuchen, wie auch manchen Rückschlägen haben wir dann eine Möglichkeit gefunden. Wir sind jetzt in der Lage bei Standard- und Sonderwerkzeugen die erforderliche Spangeometrie ins Hartmetall zu lasern. Mit dem 3D-Laser lassen sich definierte Geometrien individuell für jeden Anwendungsfall konzipieren.
Was macht das Lasern von Hartmetall so herausfordernd?
Das Lasern von Hartmetall ist nicht leicht, das haben auch andere bereits feststellen müssen. Hartmetall besteht ja im Wesentlichen aus Wolframcarbid und einem Kobaltanteil. Die zwei Bestandteile haben unterschiedliche Verdampfungs- und Schmelzpunkte, was die Bearbeitung mithilfe des Lasers knifflig macht. Wir mussten eine Methode finden, um die Spangeometrie direkt lasern zu können.
Welche Vorteile bietet das Lasern gegenüber anderen Verfahren?
Durch das Lasern lassen sich, wie schon erwähnt, die Spangeometrien optimal für die jeweilige Zerspanungsaufgabe in das Werkzeug einbringen. Durch das Lasern können wir optimale Spanwinkel auf die Schneiden bringen, und das mit einer Schneidenverrundung von nur 5 Mikrometer. Und wir können quasi Kombinationswerkzeuge herstellen und somit den Trend zur Komplettbearbeitung eines Bauteils unterstützen. Gerade mit Sonderwerkzeugen wird dann manches zusätzliche Werkzeug überflüssig, auch die Werkzeugvielfalt reduziert sich bei den Kunden.


Kunden nehmen das Lasern in der Werkzeugherstellung gut an
Wie hat sich die Lasertechnologie in der Praxis bewährt?
In zahlreichen Anwendungen über vier Jahre hinweg haben wir die Lasertechnologie soweit optimiert, dass wir nun prozesssicher in den breiten Markt gehen können. Unser Ziel ist es den Span auch unter den herausforderndsten Bedingungen zu kontrollieren und Prozesssicherheit zur erhalten und zu erhöhen.
Wie stehen Ihre Kunden zu dieser neuen Technologie?
Unsere Kunden haben das Lasern gut angenommen. Beispielsweise haben wir einen Kunden, der immer wieder Probleme mit dem Spanbruch hatte. Nach der Umstellung auf ein gelasertes Werkzeug konnte das Problem vollständig gelöst werden. Dieser Kunde bestellt das Werkzeug seit inzwischen vier Jahren nach.
Ich bin davon überzeugt, dass sich Lasern zu einer Schlüsseltechnologie entwickeln wird.
Welche weiteren Entwicklungen planen Sie?
Zunächst haben wir ausschliesslich kundenindividuelle Sonderwerkzeuge gelasert. Nun folgen sukzessive auch Standardwerkzeuge. Zur AMB in Stuttgart waren die ersten gelaserten Standardwerkzeuge zu sehen, überwiegend für kleine Durchmesserbereiche für das Stechen, Längsdrehen oder auch Ausdrehwerkzeuge.
Wie sehen Sie die Zukunft des Laserns in der Werkzeugherstellung?
Ich bin davon überzeugt, dass sich Lasern zu einer Schlüsseltechnologie entwickeln wird. Selbst wenn wir nicht für jeden Anwendungsfall eine solche Lösung finden konnten, ist dies für 80 bis 90 Prozent der Fälle durchaus realistisch. Andere Werkzeughersteller werden diese Technologie adaptieren, um das kostenintensivere Sintern zu ersetzen. Die Lasertechnik wird die Herstellung von Spangeometrien in der Metallbearbeitung revolutionieren und in der Zukunft kaum noch wegzudenken sein.
Impressum
Textquelle: Simtek
Bildquelle: Simtek
Redaktionelle Bearbeitung: Technik und Wissen



Veröffentlicht am: