


Um die Prozessleistung beim Fräsen von Formplatten aus CrMo-Stahl zu steigern, griff der Lohnzerspaner Coremans auf Werkzeuge von Gühring zurück. Mit flachkordelverzahnten Fräsern gelang es, die Bearbeitungszeit um 75 Prozent zu reduzieren und ein 3,5-faches Zeitspanvolumen zu erreichen.
Ein Beitrag der Firma Gühring
Der Lohnzerspaner Coremans mit Sitz in Rilland/Niederlande kam bei einem besonderen Bearbeitungsfall an Gühring heran: Es galt, eine Formplatte aus dem Kunststoffformenstahl 1.2312 zu zerspanen. Der Werkstoff eignet sich für hochfeste Formenrahmen oder findet Anwendung in der Kunststoffindustrie. Aufgrund seines relativ hohen Schwefelgehalts ist der Werkzeugstahl gut zerspanbar, sehr masshaltig und zäh, nach dem Nitrieren sehr verschleissfest und gleichmässig hart – auch bei grossen Querschnitten.
Statt Wechselplattenfräser kommt der Schruppfräser RF 100 VA
Der universell verwendbare vakuumentgaste Chrom-Molybdän-(CrMo-) Stahl ist dann die richtige Wahl, wenn keine zusätzliche Wärmebehandlung erforderlich ist. Es ist ein zäher, bereits vorvergüteter Stahl mit hoher Kernfestigkeit. Spritzgiesswerkzeuge, wie von Coremans gefertigt, bestehen in der Regel aus zwei Hälften: der Düsen- und der Auswerferseite.
Beide sind ihrerseits aus mehreren Platten aufgebaut. In diese Formplatten der Zweiplattenwerkzeuge müssen Kavitäten, Taschen und Vertiefungen – auch Formeinsätze oder Formnester genannt – eingefräst werden. Im vorliegenden Fall waren in eine solche Formplatte mit rund 1000 N/mm² Zugfestigkeit Taschen, Bohrungen und Absätze zu fräsen – ein Prozess, für den das Unternehmen eine Optimierung der Haupt- und Nebenzeiten sowie ein grösseres Zeitspanvolumen anstrebte.
Die Werkzeugfachleute von Gühring entschieden sich für eine vollkommen neue Frässtrategie: Anstelle des zuvor verwendeten Wechselplattenfräsers wählten sie den Schruppfräser RF 100 VA (Art.-Nr. 6894). Aufgrund seines optimierten Schruppprofils, das in anderen Bearbeitungsfällen schon die Standzeit um bis zu 60 Prozent verlängert hatte, waren gute Ergebnisse zu erwarten.
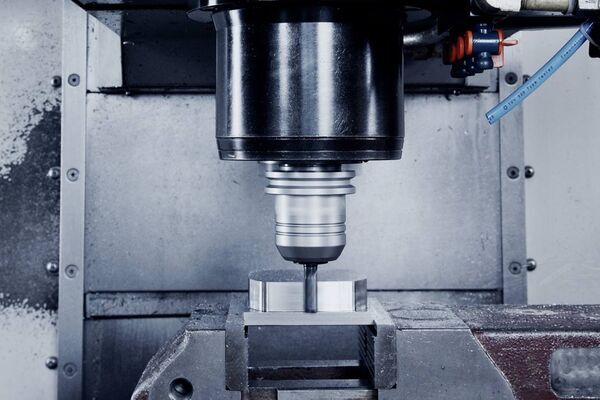
Kern der Frässtrategie: Schruppen mit optimiertem Profil. Das Fräsen der Taschen, Bohrungen und Absätze erfolgte von zwei Seiten. Die Platte wurde einmal umgespannt. Herausforderung und gleichzeitiges Ziel war es, die erforderlichen Formelemente schnell und prozesssicher direkt mit den kleinen Eckradien des Präzisionswerkzeugs zu schruppen.

Abfuhr der Späne mittels Luftkühlung
Enorm wichtig war dabei die gute Abfuhr der Späne mittels Luftkühlung. Auch in dieser Beziehung waren es die Geometrieanpassungen hinsichtlich des Profils und der Spannuten, die es ermöglichten, kleine Späne optimal einzurollen und dadurch prozesssicher vom Werkstück wegzuführen.
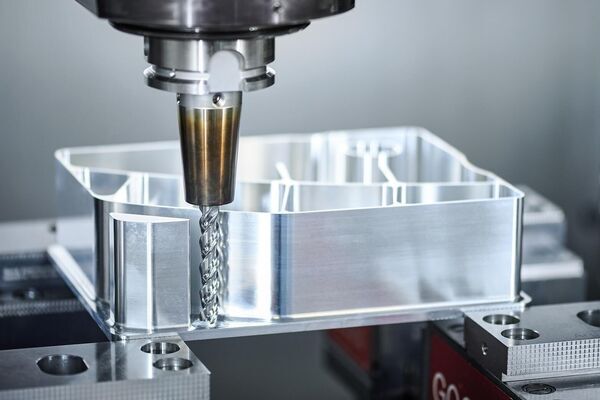
Die Taschen und Durchbrüche konnten mit einer mittellangen Ausführung des Schruppfräsers (16 mm Durchmesser) mit 22 mm Schneidenlänge und 58 mm Reichweite) aufgrund des neuen, asymmetrischen Schruppkordelprofils sehr schnell und effizient von zwei Seiten bearbeitet werden.
Wegen der möglichen grossen Zustellungen von 20 mm in der Tiefe (ap) und bis zu 9 mm seitlich (ae) liessen sich bei einem Vorschub von 600 mm/min über 108 cm³/min Zeitspanvolumen erzielen.
Die Zerspantechniker von Gühring wendeten die GTC-strategie (Gühring Trochoidal Cutting) an. Diese moderne Art des Fräsens mit zirkulierender Vorschubbewegung lässt sich an den Fräsbahnen der Formplatte erkennen. Die trochoidale Frässtrategie verhindert die beim konventionellen Fräsen oft auftretende schlagartige Beanspruchung des Werkzeugs.
Die Steuerung der Fräserbahn mit kleiner radialer Zustellung ermöglicht ein vergleichsweise sanftes Ein- und Austreten des Werkzeugs in das beziehungsweise aus dem Werkstück. Trochoidales Schruppen eignet sich besonders für das Bearbeiten tiefer Kavitäten, weil der Schruppfräser die Kontur auf der gesamten Tiefe mit der ganzen Schneidenlänge erzeugt. Kleine Zerspanungskräfte und deren gleichmässige Verteilung auf die gesamte Schneidenlänge ermöglichen eine hohe Bearbeitungsgeschwindigkeit und lange Standzeiten.

3,5-fach höheres Zeitspanvolumen
Trochoidale Fräser eignen sich auch gut für die Trockenbearbeitung. Das Fräsverfahren an sich ist nicht neu, doch erst auf Basis der Leistung heutiger Bearbeitungszentren und Geometrieanpassungen sowie der Verschleissfestigkeit der Werkzeuge zeigt sich GTC als Weiterentwicklung in der Zerspanung und wird oft dann praktiziert, wenn es auf ein sehr grosses Zeitspanvolumen ankommt.
Verglichen mit dem zuvor von Coremans verwendeten Wechselplattenfräser eines Wettbewerbers konnte Gühring ein 3,5-fach höheres Zeitspanvolumen erreichen, und das bei gleichzeitig höherer Prozesssicherheit und Standzeit. Zusätzlich profitiert Coremans von einem Fräsverhalten, das wesentlich ruhiger und damit maschinenschonender als das bisherige ist. Mit dem Schruppfräser RF 100 VA lassen sich sehr hohe Schnittwerte bei geringer Spindelleistung fahren, können die Späne, wie erwähnt, trotz Trockenbearbeitung problemlos abgeführt werden.
Mit Schruppfräsen: drastische Erhöhung des Zeitspanvolumens
Mit dem bisherigen Fräskonzept des Wettbewerbers wurde – zurückzuführen auf Unterbrechungen wegen Wechselplattentauschs und geringerer Zerspanleistung – über 16 Stunden lang gefräst. Aufgrund der innovativen Geometrie und der Fräsleistung des neuen Gühring-Schruppfräsers konnte die Bearbeitungszeit auf unter 4,5 Stunden gesenkt werden bei gleichzeitig verbesserter Prozesssicherheit.
Der hier als Problemlöser fungierende Ratio-Hochleistungs-Schruppfräser mit Flachkordelverzahnung und optimiertem Schruppprofil durchlief bei seiner Entwicklung mehrere Geometrieanpassungen, um eine solch drastische Erhöhung des Zeitspanvolumens leisten und zudem eine um bis zu 60 Prozent längere Standzeit gegenüber vergleichbaren Werkzeugen im Markt vorweisen zu können.
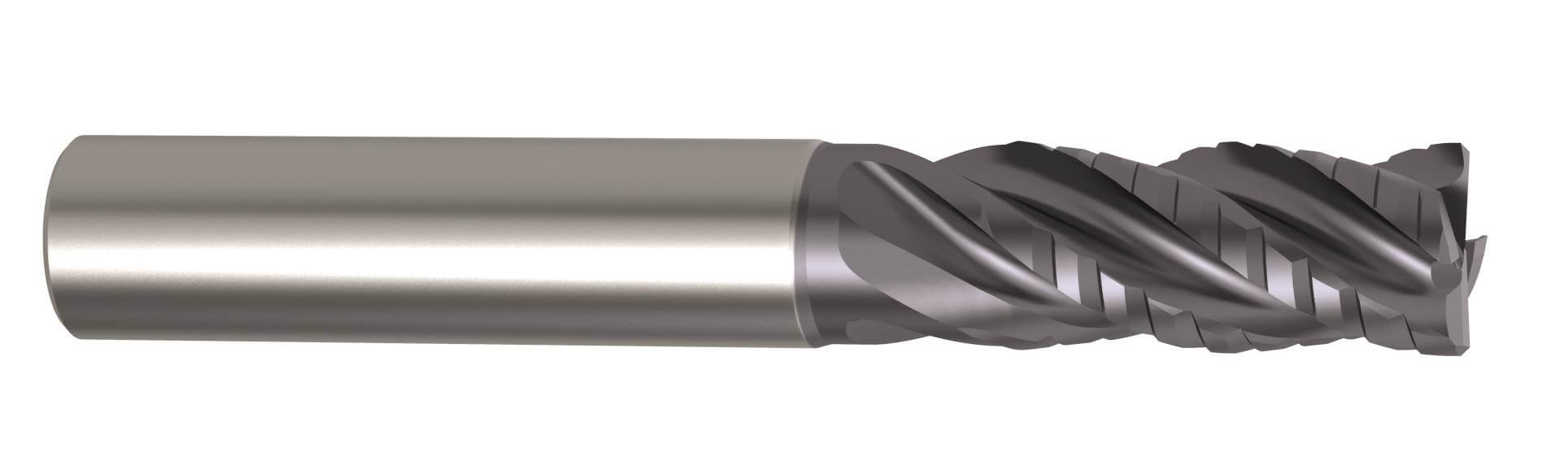
Schruppfräser kaum anfällig für Schneidenausbrüche
Das neue Schruppprofil zeichnet sich durch einen flachen Auslauf zum Schutz der belasteten Zone und ein besonders tiefes, rundes Nutprofil aus. Grössere Spannuten als üblich erzeugen die kurzen Späne zur besseren Spanabfuhr. Das Profil ist im Gegensatz zum konventionellen asymmetrisch gestaltet. Die stabilen, asymmetrischen Schneidstollen erzeugen eine glatte Schrupp-Schlicht-Oberfläche; das senkt den Schnittdruck im Vergleich zu glattschneidigen Fräsern.
Der somit mögliche weiche Schnitt ermöglicht die Verwendung auf relativ schwachen Werkzeugmaschinen oder instabilen Aufspannungen. Dank des neuen, zäheren Schneidstoffs sind die Schruppfräser kaum anfällig für Schneidenausbrüche. Hier kann der Hersteller Gühring von seiner ausgeprägten Fertigungstiefe profitieren: Die eigene Hartmetall-Herstellung ermöglicht eine Optimierung des Substrats und eine Anpassung des Hartmetalls an die extremen Beanspruchungen der Schruppbearbeitung.
Weitere Artikel, die Sie interessieren könnten


Mehr Wissen. Immer auf dem Laufenden sein. Folge uns auf Linkedin.

Multimediastorys von «Technik und Wissen»

Impressum
Textquelle: Gühring
Bildquelle: Gühring
Redaktionelle Bearbeitung: Technik und Wissen
Eine Publikation von Technik und Wissen
Informationen
Gühring (Schweiz) AG
guehring.ch



Veröffentlicht am: