


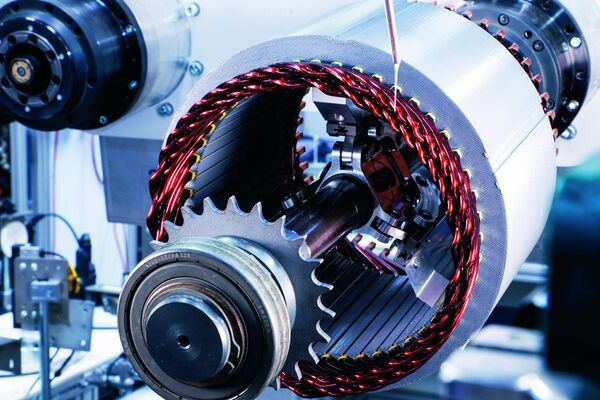
Für die Elektromobilität sind Lösungen für eine perfekte Oberfläche gesucht, die bei hohen Drehzahlen und Drehmomenten die geforderte Laufruhe garantiert. Wir zeigen Maschinenbaulösungen von EMAG SU für das Zahnflankenschleifen.
Redaktionelle Bearbeitung: Technik und Wissen

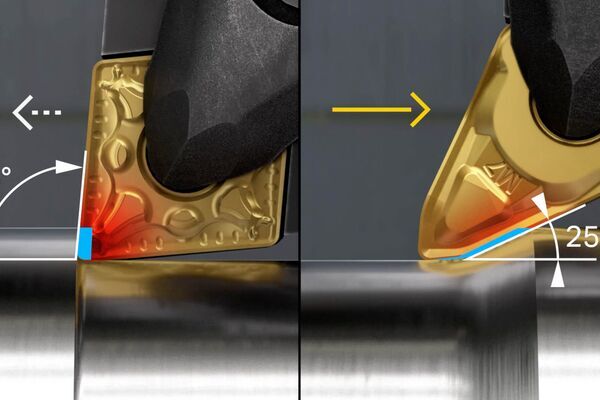
Die Elektromobilität boomt und der Wettbewerb um die beste Lösung nimmt zu: Fast alle Automobilhersteller haben 2022 neue Modelle auf den Markt gebracht. Was bedeutet das für die Produktionsplanung von OEMs und Zulieferunternehmen? «Sie müssen sowohl wachsende Stückzahlen effektiv bewältigen, dabei aber auch eine steigende Qualität garantieren, denn das hohe Drehmoment des Elektromotors führt direkt zu besonderen Mass- und Oberflächenanforderungen», erklärt Alexander Morhard von EMAG SU. «Die Entwicklung sieht man besonders eindrücklich bei der Zahnflankenbearbeitung von Wellen und Rädern. Hier geht es um massgenaue Ergebnisse im mµ-Bereich, denn selbst eine minimale Welligkeit im Oberflächenbild der Bauteile kann zu Störgeräuschen im Antrieb führen.»
G 160: minimale Span-zu-Span-Zeiten
Wie sich in diesem Extrembereich die Qualität verbessern lässt, führt EMAG SU mit einer ganzen Reihe von technologischen Innovationen vor. Dabei verfügt das Unternehmen über ein grosses Angebot an Werkzeugmaschinen, die den kompletten Verzahnungsprozess abdecken.
Das Zahnflankenschleifen mit den dazugehörigen Verfahren «Wälzschleifen» und «Profilschleifen» bildet einen zentralen Anwendungsbereich – Beispiel «Wälzschleifen»: Hier verfügt EMAG SU mit der Maschine G 160 für Bauteile bis Modul 3 und mit einem maximalen Aussendurchmesser von 160 Millimetern über die schnellste Maschine am Markt. Dieses Tempo macht ein innovatives Achskonzept mit zwei parallelen Werkstücktischen möglich, die abwechselnd mit hohem Tempo (mithilfe von verschleissarmen Linearmotoren) zur Schleifscheibe verfahren.
Während also ein Bauteil bearbeitet wird, setzt der Beladeroboter einen Rohling in die andere Spindel ein bzw. entlädt zuvor das fertige Bauteil. Das Einmitten der Schleifscheibe zu dem vorverzahnten Werkstück findet direkt auf der Werkstückspindel hauptzeitparallel statt. Auf diese Weise beträgt die Span-zu-Span-Zeit zwischen den Schleifprozessen nur 1,6 Sekunden – ein enorm kleiner Wert im Vergleich zu Schleifmaschinen mit Rundtischen; bei diesen vergehen unter Umständen bis zu fünf Sekunden während des gleichen Prozesses.
Dabei muss man wissen, dass die eigentliche Schleifzeit bei einem typischen Bauteil wie dem Planetenrad nur rund zehn Sekunden beträgt. Folglich wird der Unterschied bei der Span-zu-Span-Zeit zu einem echten «Gamechanger»: Die Boden-zu-Boden-Zeit sinkt deutlich um rund 3 Sekunden ab und die Ausbringungsmengen steigen massiv an. Für die Planung von grossvolumigen Stückzahlen im wachsenden Marktbereich der Elektromobilität ist das ein entscheidender Faktor.

Achskonzept verhindert «Geisterfrequenzen» auf der Oberfläche
Auf der anderen Seite punktet die Technologie von EMAG SU mit aussergewöhnlichen Oberflächengüten, die durch das Achskonzept der G 160 möglich werden: Hier gibt es – im Unterschied zu vielen anderen Wälzschleifmaschinen – keine Tangentialachse.
Stattdessen «erzeugen» die vorhandenen Y- und Z-Achsen durch eine simultane Bewegung eine «virtuelle» Tangentialachse. In der Folge ist der Kontaktpunkt der Schleifscheibe zum Werkstück rund 100 Millimeter näher am Drehpunkt der Schwenkachse, was das Schwingungsverhalten beim Schleifen günstig beeinflusst.
Das Ergebnis sieht man wiederum in den Oberflächenstrukturen des fertigen Bauteils: Die oben angesprochenen «Geisterfrequenzen» im µm-Bereich verschwinden fast gänzlich. Zudem ist der ffa-Wert auf einem sehr geringen Niveau. Zahlreiche Wellen und Räder des Elektroantriebs profitieren von dieser Qualität.

G 250: kurze Zykluszeiten – maximale Flexibilität
Ähnlich interessant ist das Konzept der Maschine G 250 von EMAG SU für Bauteile bis Modul 7 und mit einem Aussendurchmesser von 250 Millimetern. Achsantriebsräder, Gangräder oder Wellen mit einer maximalen Länge von 550 Millimetern lassen sich mit dieser Lösung per Wälzschleifen oder Profilschleifen mit kurzen Zykluszeiten fertigstellen.
Dazu verfügt die Maschine über zwei Tischspindeln, um die Leerzeiten während des Fertigungsprozesses zu minimieren. «Ausserdem haben wir sehr viel Wert auf die Flexibilität gelegt», erklärt Morhard. «Die G 250 lässt sich beispielsweise auch mit sehr kleinen Schleifscheiben und -schnecken ausrüsten.» In der Variante G 250 HS verfügt die Maschine zudem über einen High-Speed-Schleifkopf, der bei Einsatz einer kleinen Schleifschnecke 20.000 Umdrehungen pro Minute möglich macht. Weitere Vorteile bei diesem Maschinenkonzept:
- Wälzschleifen und Profilschleifen finden auf der Hauptschleifspindel statt, sodass die Maschine keinen Wärmegang hat (wie beim Einsatz von Vorsatzspindeln für das Profilschleifen). Ausserdem lässt sie sich in wenigen Minuten für das jeweils andere Verfahren umrüsten.
- Durch den Einsatz von Wälzschleifschnecken bis 68 mm Fusskreis werden viele störkonturbehaftete Teile per Wälzschleifen fertiggestellt. Das führt zu sehr kurzen Schleifzeiten. Alle anderen Bauteile lassen sich mit einer bis zu 30 Millimeter kleinen Profilschleifscheibe fertigschleifen.
- Das Einmitten erfolgt hauptzeitparallel in der Beladeposition.
- Die integrierte Abrichteinheit sorgt für zusätzliche Prozesssicherheit.
Für grössere Bauteile im LKW oder im allgemeinen Getriebebau rundet die kostengünstige G 400 das Wälzschleifprogramm von EMAG SU nach oben hin ab. Sie hat einen Werkzeugtisch für Bauteile bis zu einem maximalen Durchmesser von 400 Millimetern und einer Wellenlänge bis 750 Millimeter. Wichtig für viele Anwender: Die Maschine kann auch von oben beladen werden, weil das Gehäuse eine Tür übereck besitzt.

Die Stärken verstärkt in den Markt einbringen
Kurze Span-zu-Span-Zeiten, intelligente Achskonzepte, thermische und mechanische Stabilität sowie eine hohe Bedienfreundlichkeit inklusive selbsterklärenden Eingabemasken – mit diesen Qualitätsmerkmalen sorgen die Maschinen von EMAG SU für Leistungssprünge beim Zahnflankenschleifen.
Für verschiedene Schleifradgrössen und -arten stehen unterschiedliche Spindeln mit entsprechender Leistung zur Verfügung. Zudem lässt sich die Technologie einfach an verschiedene Automatisierungstechnologien anbinden. «Wir sehen uns ideal gerüstet für die Schleifaufgaben innerhalb der E-Mobilität.
Aktuell hat beispielsweise ein französischer Automobilbauer mehrere Schleifmaschinen von EMAG SU in diesem Bereich mit Erfolg im Einsatz», fasst Morhard abschliessend zusammen. «Unsere Stärken bei der Herstellung von hochfeinen Oberflächen bei ganz unterschiedlichen Konturen wollen wir in den nächsten Jahren verstärkt in den wachsenden Markt einbringen.»
Weitere Artikel, die Sie interessieren könnten





Impressum
Textquelle: EMAG
Bildquelle: EMAG
Redaktionelle Bearbeitung: Technik und Wissen
Informationen
EMAG
emag.com



Veröffentlicht am: